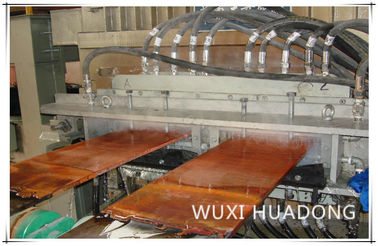
Máy đúc đồng liên tục ngang, Phosphors thiếc Dải đồng Nhà cung cấp CCM
.. Các thông số kỹ thuật chính của thiết bị:
| 1 | Lò luyện kim: |
| 1.1 | Tổng công suất lò | 5.0T |
| 1.2 | Công suất hiệu quả của lò | 2,5T |
| 1.3 | Lò điện áp | 380V |
| 1,4 | Lò điện | 600KW |
| 1,5 | Tốc độ nóng chảy | 2t / h |
| 1.6 | Hệ số công suất sau khi bù: | 0,95-1,0 |
| 1.7 | Số lượng pha và chế độ kết nối của cuộn cảm: | Kết nối loạt một pha |
| 1.8 | Công suất định mức của máy biến áp: | Máy tự động làm mát bằng nước 900KVA (đường dây 380V, ba pha, |
| 1.9 | chế độ làm mát cuộn dây: | Nước làm mát |
| 1,10 | Tiêu thụ nước làm mát: | 5m 3 giờ |
| 1.11 | Nhiệt độ tối đa của lò: | 1500oC |
| 2 | Giữ phần lò | |
| 2.1 | Công suất hiệu quả của lò: | 4.0T |
| 2.2 | Năng lực đúc hiệu quả: | Dưới 85 dB |
| 2.3 | Điện áp định mức: | 380V |
| 2.4 | Công suất định mức: | 250KW |
| 2,5 | Công suất định mức của máy biến áp: | Máy tự động làm mát bằng nước 400KVA (380V đầu vào, ba pha, bước không tải điều chỉnh điện áp). |
| 2.6 | Hệ số công suất sau khi bù: | 0,95-1,0 |
| 2.7 | Kiểm soát nhiệt độ chính xác: | ± 8oC |
| 2,8 | Nhiệt độ tối đa của lò: | 1300oC |
| 2.9 | Chế độ làm mát cuộn: | Nước làm mát |
| 3 | Khuôn | |
| 3,1 | chiều rộng | 330- 500mm |
| 3.2 | độ dày | 16-20mm. |
| 3,3 | Vật chất | Thép không gỉ 1Cr18Ni9Ti, lót bằng ống lót đồng (làm bằng đồng T2) |
| 4 | Thiết bị làm mát thứ cấp | |
| 4.1 | Sự tiêu thụ nước: | 3 ³ h |
| 4.2 | Áp lực nước: | 0,2-0,3Mpa |
| 5 | Máy rút tiền | |
| 5.1 | Lực đẩy và lực kéo tối đa: | 50KN |
| 5,2 | Tốc độ: | Tốc độ: |
| 5,3 | Phạm vi đột quỵ tối thiểu: | 0,1mm |
| 5,4 | Thời gian chờ ngắn nhất | 0,01S |
| 5,5 | Động cơ AC servo: | Động cơ Siemens (11KW) |
| 5,6 | Tốc độ quay định mức của động cơ: | 3000r / phút |
| 5,7 | Mô-men xoắn tĩnh: | Tw = 60K Mo (ở 60) 70N-M |
| 6 | Máy cắt thủy lực hai phôi trên: |
| 6.1 | Lực cắt: | 600KN |
| 6.2 | độ dày cắt: | 20 mm |
| 6,3 | Cắt chiều rộng: | 500mm |
| 6,4 | Tốc độ cắt: | 0- 5 mm / giây |
| 6,5 | Cắt đột quỵ: | 80mm |
| 6,6 | Theo dõi tối đa đột quỵ của máy cắt: | 200mm |
| 7 | Đơn vị máy cuộn | |
| 7.1 | Quyền lực: | 5,5KW |
| 7.2 | Tốc độ quay: | 1420r / phút |
| 7.3 | Coiler đột quỵ chuyển: | 800mm |
| số 8 | Trạm thủy lực | |
| 8.1 | Công suất động cơ của trạm thủy lực cho lò luyện và giữ lò: | 2 × 7.5KW |
| 8.2 | Công suất động cơ của trạm thủy lực cho máy rút tiền: | 2 × 7.5KW |
| 8.3 | Công suất động cơ của bơm thủy lực cho máy cắt trên: | 2 × 11KW |
| 8.4 | Công suất động cơ của bơm thủy lực cho máy cuộn: | 2 × 7.5KW
|
Ⅱ. Quá trình:
Gánh nặng (Trả về nên được cân bằng) → Lò luyện → Phân tích hóa học → Làm nóng máy giặt kín → Kết tinh → Làm mát sơ cấp → Làm mát thứ cấp → Máy rút → Máy cắt → Máy cuộn
Chọn nguyên liệu thô theo tài liệu quy trình, xác định quy trình cấp liệu theo điểm nóng chảy của các nguyên tố kim loại, tỷ lệ gánh nặng của lò và khó khăn trong quá trình đốt cháy oxy hóa và nạp nguyên liệu thô vào lò luyện kim; Khi nấu chảy, thêm độ dày nhất định của chất phủ vào lò, phải được bổ sung kịp thời; Khi đồng nóng chảy bên trong lò đạt đến nhiệt độ khai thác, hãy thử nghiệm thành phần của đồng nóng chảy bên trong lò; Trước khi khai thác, làm sạch hoàn toàn các nếp nhăn bằng đồng nóng chảy; Sau khi khai thác của mỗi lò, giữ khoảng 800 kg đồng nóng chảy bên trong lò, là khối khởi đầu. Chuyển đồng nóng chảy (nóng chảy và được điều chỉnh tốt trong buồng nóng chảy) qua máy giặt kín vào lò giữ, kiểm soát nhiệt độ của đồng nóng chảy, giữ đồng nóng chảy trong lò giữ ở nhiệt độ đúc và ở một mức độ nhất định. Dưới tác động của cấp độ, đồng nóng chảy chảy vào thiết bị kết tinh và được kết tinh thành phôi đồng loại tấm thông qua quá trình làm lạnh sơ cấp bằng tinh thể. Theo bản vẽ liên tục bằng máy rút tiền, phôi phôi có hình dạng cần thiết được hình thành. Hệ thống làm mát thứ cấp được lắp đặt tại cửa xả phôi, và tốc độ dòng nước làm mát được điều chỉnh. Mục đích chính để áp dụng các biện pháp kiểm soát này là để đảm bảo nhiệt độ kết tinh cũng như ổn định các tham số quy trình, để đảm bảo chất lượng sản phẩm. Việc rút phôi dải được thực hiện bằng phương tiện của người kéo và thời gian vẽ, dừng và đẩy ngược lại bằng cách kéo liên tục. Thông số điều khiển tối ưu cần được xác định và điều chỉnh kịp thời theo các vật liệu khác nhau, thông số kỹ thuật khác nhau và điều kiện chất lượng bề mặt. Bản vẽ được điều khiển bởi chương trình PLC, thực hiện các hành động theo chu kỳ của bản vẽ, dừng và đẩy ngược lại.



Ⅲ. Thông số kỹ thuật:
1. Các loại thông số kỹ thuật đúc
* Giống sản xuất: dải hợp kim cơ sở đồng (Cu-Ni)
2. Đặc điểm kỹ thuật của cuộn thành phẩm
2.1 Số lượng phôi: 1 dải
2.2 Chiều rộng phôi: 380mm-500mm
2.3 Độ dày phôi: 60mm
2.4 Đường kính trong của cuộn dây: tối thiểu Φ 600- 800mm
2.5 Đường kính ngoài của cuộn dây: tối đa Φ1800mm
2.6 Trọng lượng tối đa của cuộn dây: tối đa: 6000kg
3. Giá trị đảm bảo chênh lệch độ dày phôi
3.1 Chênh lệch độ dày ngang của phôi: < 0,75mm, 0,3 (Sau khi sửa khuôn)
3.2 Chênh lệch độ dày dọc của phôi: <0,3mm (Sau khi sửa đổi khuôn)
3.3 Tiêu thụ năng lượng trung bình để nấu chảy bằng lò luyện kim: 250-380kwh t
3.4 Tiêu thụ năng lượng trung bình để bảo quản nhiệt độ bằng cách giữ lò: 50-80kwh / t
3.5 Lực đẩy và lực kéo tối đa: 50KN
3.6 Phạm vi tốc độ đẩy và vẽ: 1,5-70mm / giây
3.7 Tốc độ đúc tối đa trung bình: 300mm phút
3.8 Lực cắt tối đa của cắt thủy lực: 600KN
3.9 Tốc độ cuộn của cuộn dây: 750mm phút
Ⅳ. Danh sách bộ phận thiết bị
| Không. | Tên thiết bị | Đơn vị | QTY |
| 1 | Lò luyện cảm ứng tần số dòng (bao gồm cả rãnh nóng chảy và vật liệu xây dựng lót) | bộ | 1 |
| 2 | Lõi sắt, áo nước và cuộn lò luyện kim | bộ | 1 |
| 3 | Tundish | bộ | 1 |
| 4 | Lò giữ cảm ứng tần số dòng (bao gồm cả rãnh nóng chảy và vật liệu xây dựng lót) | bộ | 1 |
| 5 | Lõi sắt, áo nước và cuộn dây của lò giữ | bộ | 1 |
| 6 | khuôn để xây dựng lót | bộ | 1 |
| 7 | kết tinh | bộ | 2 |
| số 8 | khuôn than chì | bộ | 1 |
| 9 | Niêm phong khuôn thép của tinh thể | bộ | 1 |
| 10 | Thanh giả (làm bằng thép không gỉ) | bộ | 1 |
| 11 | Tấm giả | bộ | 1 |
| 12 | Thiết bị phân phối nước làm mát cho tinh thể | bộ | 1 |
| 13 | Thiết bị làm mát thứ cấp | bộ | 1 |
| 14 | Máy rút tiền | bộ | 1 |
| 15 | Máy cắt theo dõi thủy lực | bộ | 1 |
| 16 | Coiler không lõi | bộ | 2 |
| 17 | Cáp làm mát bằng nước cho lò luyện kim | bộ | 1 |
| 18 | Hệ thống thủy lực | Bộ hoàn chỉnh | 1 |
| 19 | Hệ thống điều khiển điện | Bộ hoàn chỉnh | 1 |
| 20 | Máy biến áp điều chỉnh (không tải, bước) cho lò luyện kim | bộ | 1 |
| 21 | Máy biến áp điều chỉnh (không tải, bước) để giữ lò | bộ | 1 |
| 22 | Thiết bị bảo vệ gas | bộ | 1 |
| 23 | Nhiệt kế bề mặt | bộ | 1 |
| 24 | Dụng cụ đặc biệt cho máy | | |
Vô Tích Đông Trung Quốc Công ty TNHH
Khu công nghiệp số 3 Bashi Furong, huyện Xishan, thành phố Vô Tích, tỉnh Giang Tô, Trung Quốc
Người liên hệ: Joey.Wong
Điện thoại: +86 510 83788308
Fax: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn